

-
1、设置软件幅面,保持和机器幅面一致。

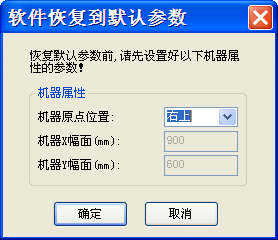
2、恢复到默认参数,设置当前软件属性,保持和机器一致。
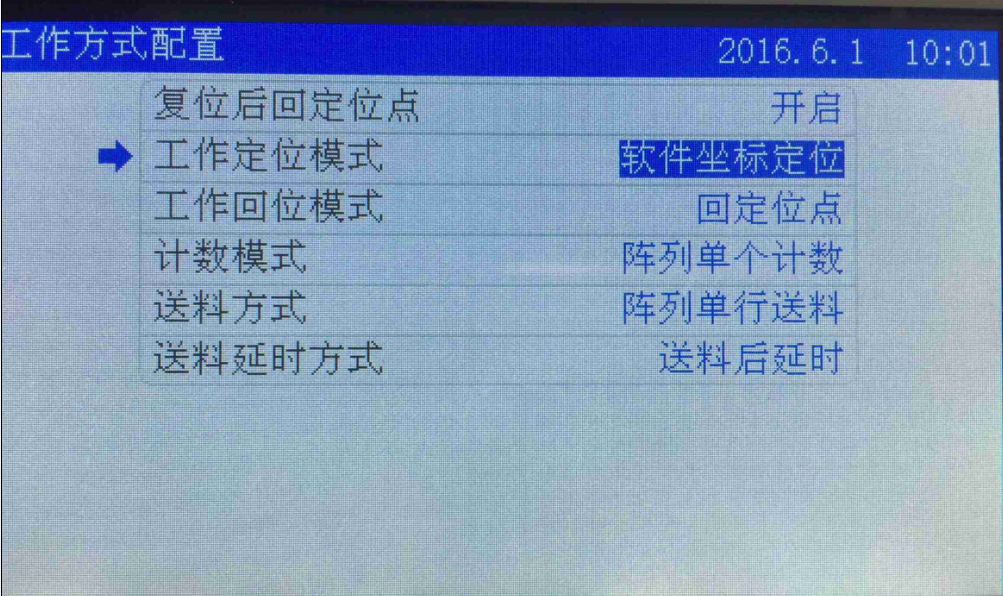
3、控制器面板设置工作定位模式为软件定位。
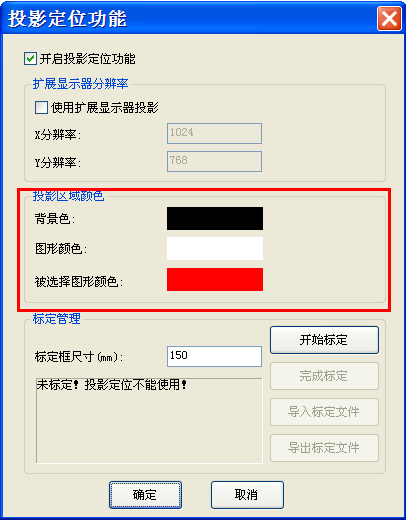
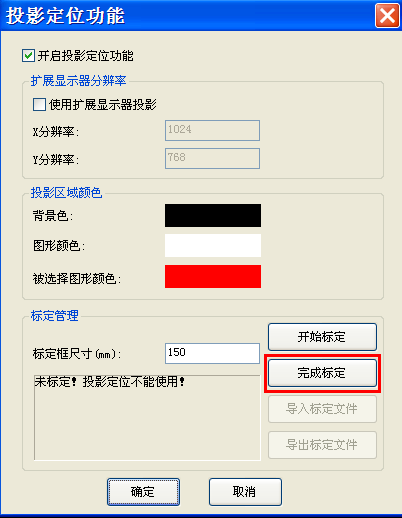
4、修改投影区域颜色。
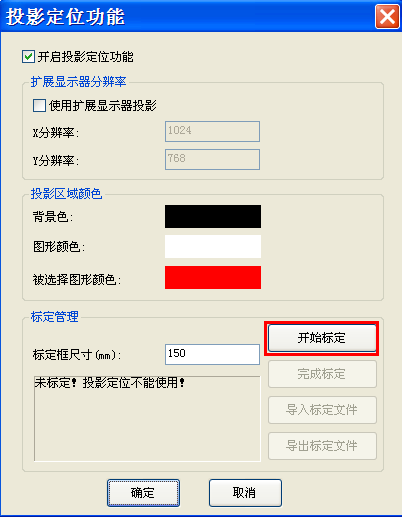
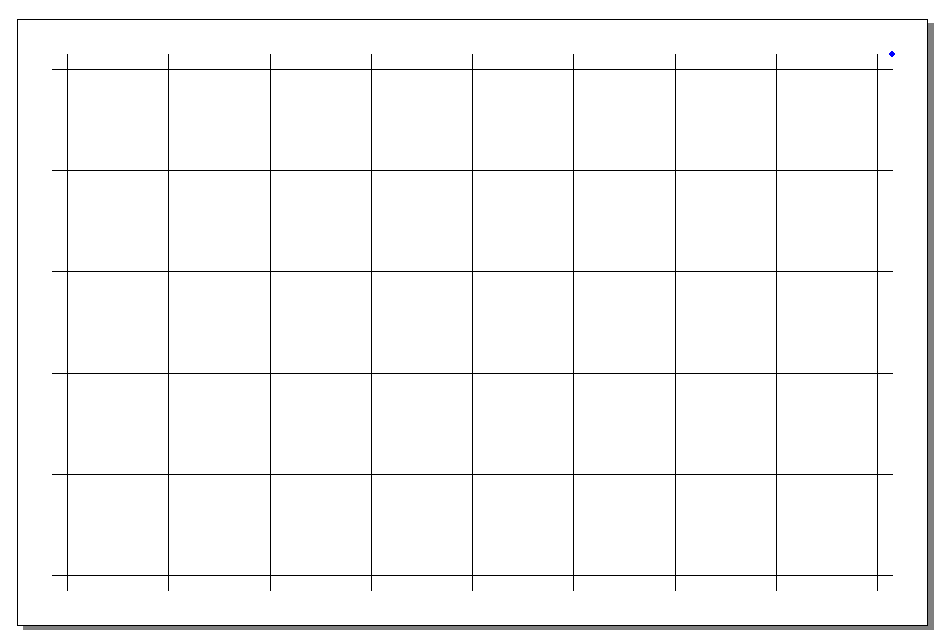
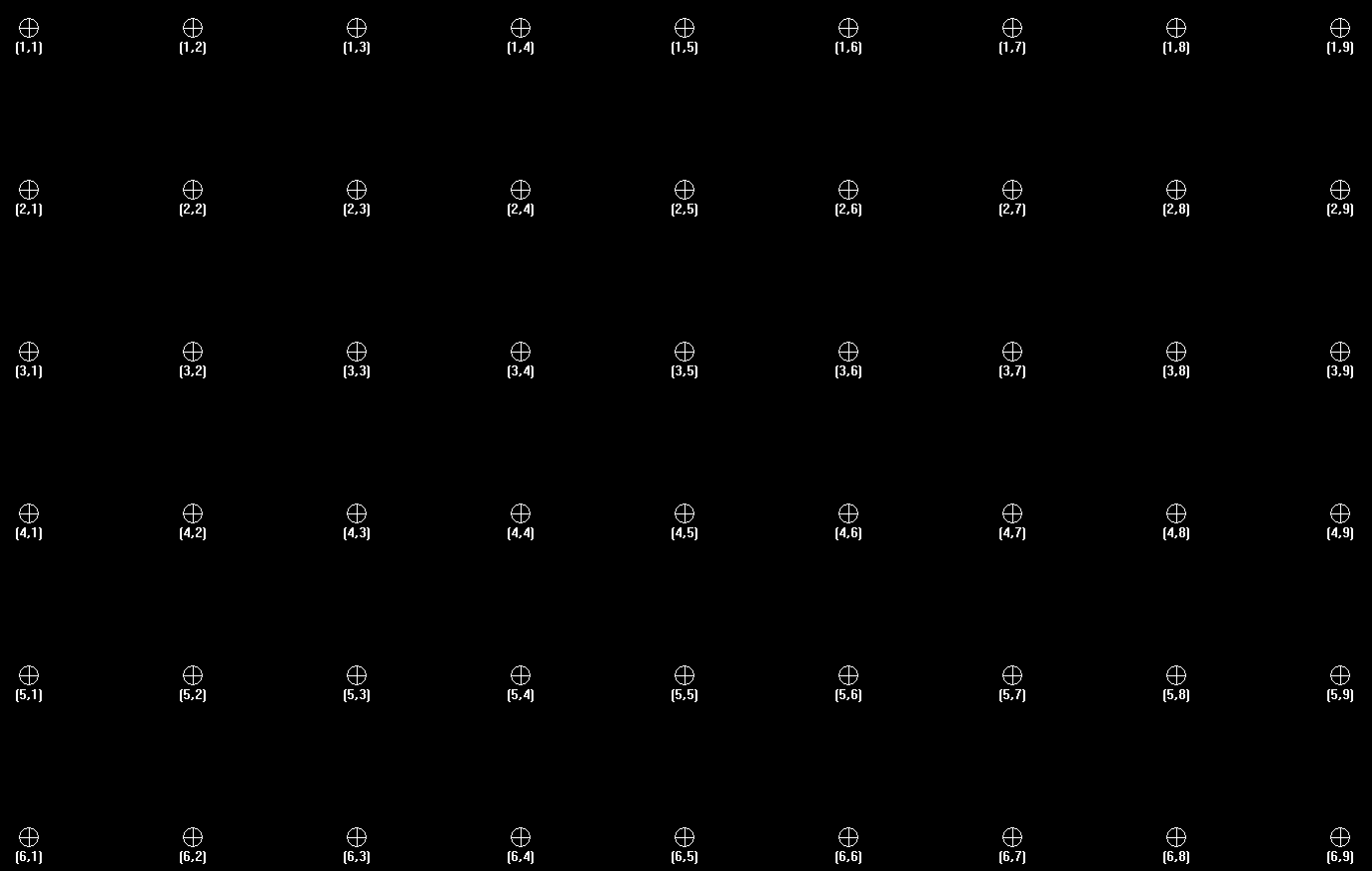
5、开始标定,加载 并且切割标定网格线;使用电脑键盘按键【Delete】删除不在投影幅面内的整行和整列的标定点,
然后拖动标定点与切割网格交叉点重叠。
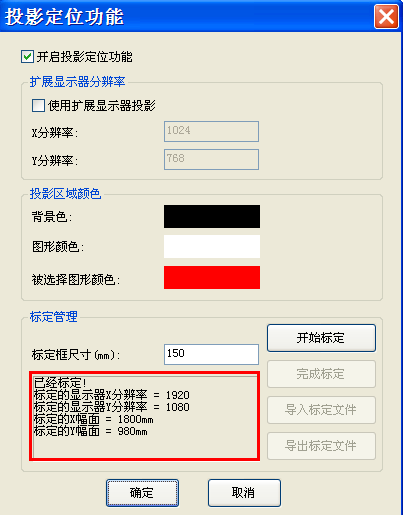
6、完成标定
7、选定图形投影

8、框选投影图形,微调投影的位置。按电脑键盘【方向键】可以慢速移动图形;按【shift+方向键】可以快速移动图形。
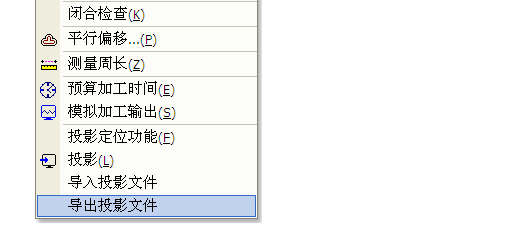
9、导出投影图形,方便下次使用。
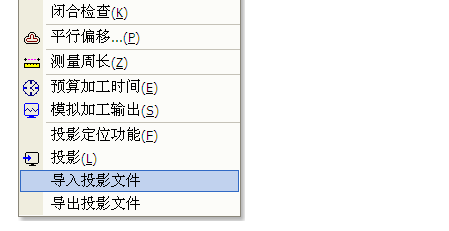
10、导入保存的投影文件直接投影。
-
1、首先在电脑安装好激光机软件。
2、首先参照接线图把硬件接好。
3、接激光部分一定是要确保激光电源接了激光管,水箱已打开,有水循环了,否则就把激光电源开关关掉如果想进行下面的步骤。
4、把激光头拉到机台中间,开机上电,观察激光头回原点方向是否对,如果不对,立即在面板上按停止键。
5、在面板上按停止键+SHIFT键 ,进入第一项轴参数。进入X轴,修改X轴的回原点方向,如果X轴回原点方向反了,只要改反就OK ,如果按键方向反了,把 按键方向设置反。
机器最大行程也可以同时修改,同理Y轴也一样。改完之后按确定键,然后再按复位键,修改后的参数则会有效。
6、修改脉冲当量值:
在软件画一个200*200的正方形后,加载到主板,然后按定位键,再按开始键,让机器切割此方形,然后用尺 测出实际切割出来的值,在面板上按停止键+SHIFT 键,进入第一项轴参数。
7、设置机器幅面大小,机器实际台面多大,请设置多大幅面,确保机器从最近端(原点)跑到最远端,激光头不会撞,这个值就是机器幅面大小,可以通过面板显示的X Y 坐标值获取。
注意:
1)如果脉冲当量值小于1,那只能修改驱动器的细分,把驱动器的细分减小,确保脉冲当量值大于1。
2)限位开关的极性我们一般建议用常开的 感应到限位开关后为低电平有效的 限位开关。当然如果高底平的,那只能修改限位极性。
3)激光电源水保护可以接直接把激光电源的水保护短接,如果要接到主板上请在面板上开启水保护,默认是关闭的。
-
1、首先在电脑安装好激光机软件(laser cad),包括USB驱动,可以选择装Coreldraw, Auto CAD,Illustrator CS插件 详见说明书。
2、打开包装,检查外壳之类的,看是有压坏之类的,机器是否淋过水,线材,锣丝之类的是否有脱落,松动的, 反射境,聚焦境是不是有偏,如果偏得厉害,请调正。
3、安装好激光管,接好水箱,一定是要确保激光电源接了激光管,水箱已打开,有水循环了,否则就把激光电源开关关掉如果想进行下面的步骤。
4、把激光头拉到机台中间,开机上电,观察激光头回原点方向是否对,如果不对,立即在面板上按停止键。
5、在面板上按停止键+SHIFT键 ,进入第一项轴参数。进入X轴,修改X轴的回原点方向,如果X轴回原点方向反了,只要改反就OK ,如果按键方向反了,把 按键方向设置反。
机器最大行程也可以同时修改,同理Y轴也一样,改完之后按确定键,然后再按复位键,修改后的参数则会有效。
6、调节光路,一般新机器发到厂家,长途运输肯定有波动,所以光路都要调一下。检验光路对不对。
7、查验机器的脉冲当量值是否对的(一般情况下是对的)。在软件画一个200*200的正方形后,加载到主板,然后按定位键,再按开始键,让机器切割此方形,然后用尺 测出实际切割出来的值,如果是准确的,那说明机器脉冲当量值是对的,否则进行下面的方法,在面板上按停止键+SHIFT 键,进入第一项轴参数。
8:验证机器幅面大小,机器实际台面多大,请设置多大幅面,确保机器从最近端(原点)跑到最远端,激光头不会撞,这个值就是机器幅面大小,可以通过面板显示的X Y 坐标值获取。
9:以上检测完成,其它可以交付客户使用。
-
乾诚运动控制卡,如何设置双头互移功能?
双头互移功能的开启与设置,主要分三个步骤,具体方式如下所示:
第一步:面板上开启双头互移设置。
1、在面板上同时按住停止键+Shift键,出现如下界面:
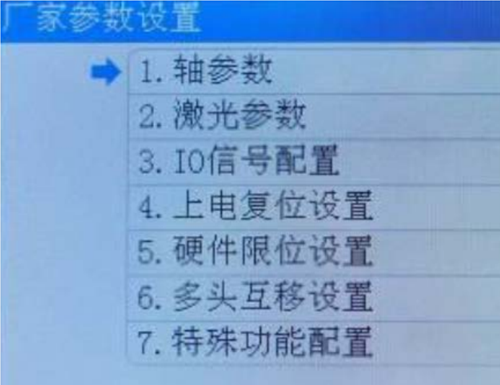
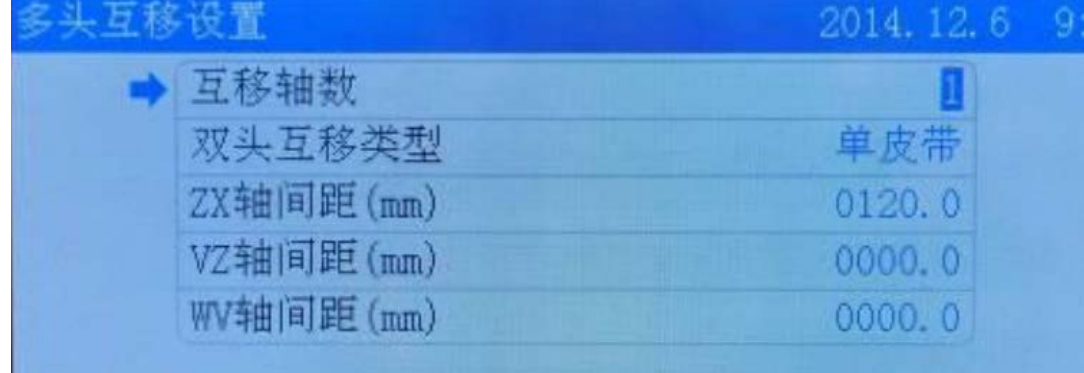
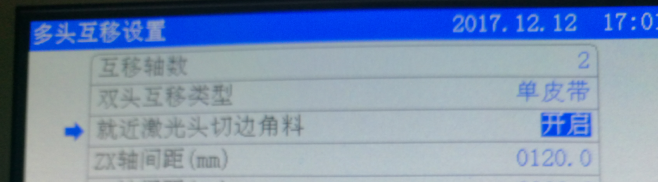
2、选择第6项多头互移设置,点击进入设置界面。设置互移轴数为2, ZX轴间距就是复位后两个激光头靠在一起的最小值。
第二步:通过点动控制设置Z轴的脉冲当量值。
1、先点射一下,记下互移头打点的位置。
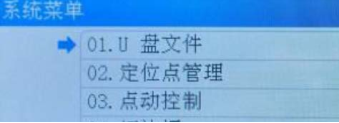
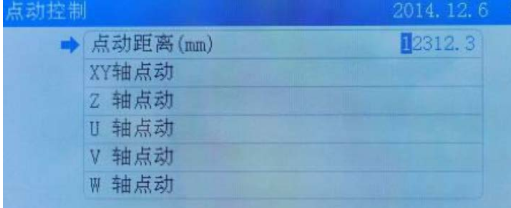
2、按菜单键进入系统菜单界面,选中 “点动控制”选项。
3、通过上下键或是左右键设置点动距离为200MM。
4、按
 键移动Z轴点动,然后按一下左键或是右键,然后按退出键,再按一下点射键。手工量出刚才互移头点射的二点距离。
键移动Z轴点动,然后按一下左键或是右键,然后按退出键,再按一下点射键。手工量出刚才互移头点射的二点距离。
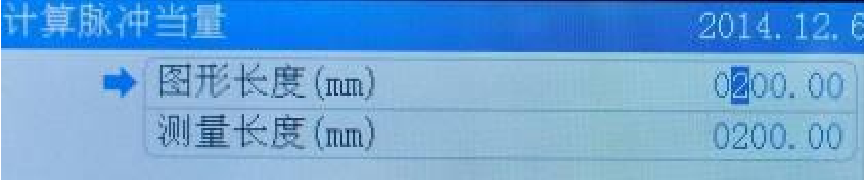
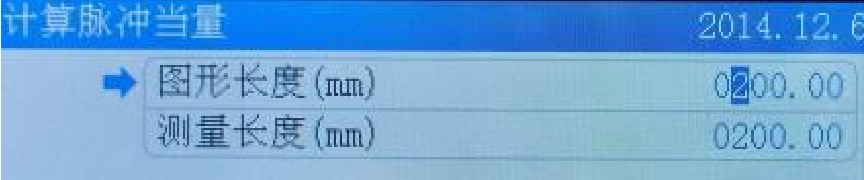
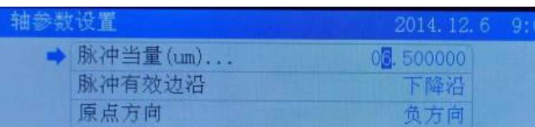
5、按停止键+Shift键进入轴参数,修改Z轴的脉冲当量。
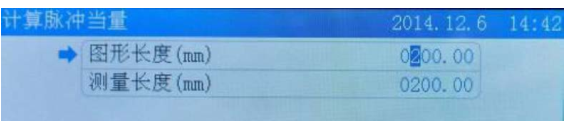
图形长度就是刚刚点动的距离(200mm);测量长度就是刚刚测量二点之前的实际距离。输入完后按确定键,再按复位鍵就OK了。
第三步:软件排版。
1、阵列参数设置排版图,先导入要排版的单个图形,然后找到这个符号
 填写要加工的列数、行数,注意图形一定是单图形是实线,其它全是虚线。
填写要加工的列数、行数,注意图形一定是单图形是实线,其它全是虚线。
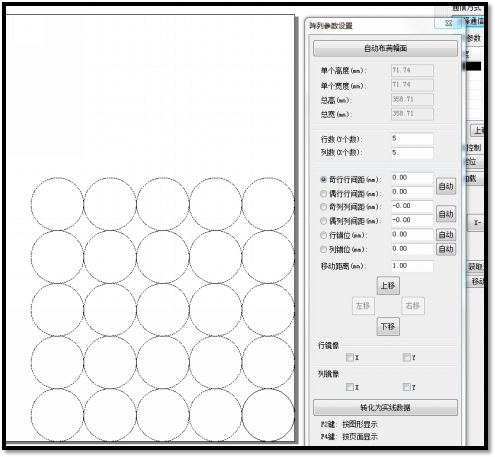
注意行镜像与列镜像的使用,比如:切6列图时,有时选择了列镜像,造成一个头切二个,另外一个头切4个的原因就在此。因为有时通过镜像,图对插太深,为了避免切换材料,这时就相当于二个图成为一个图了。
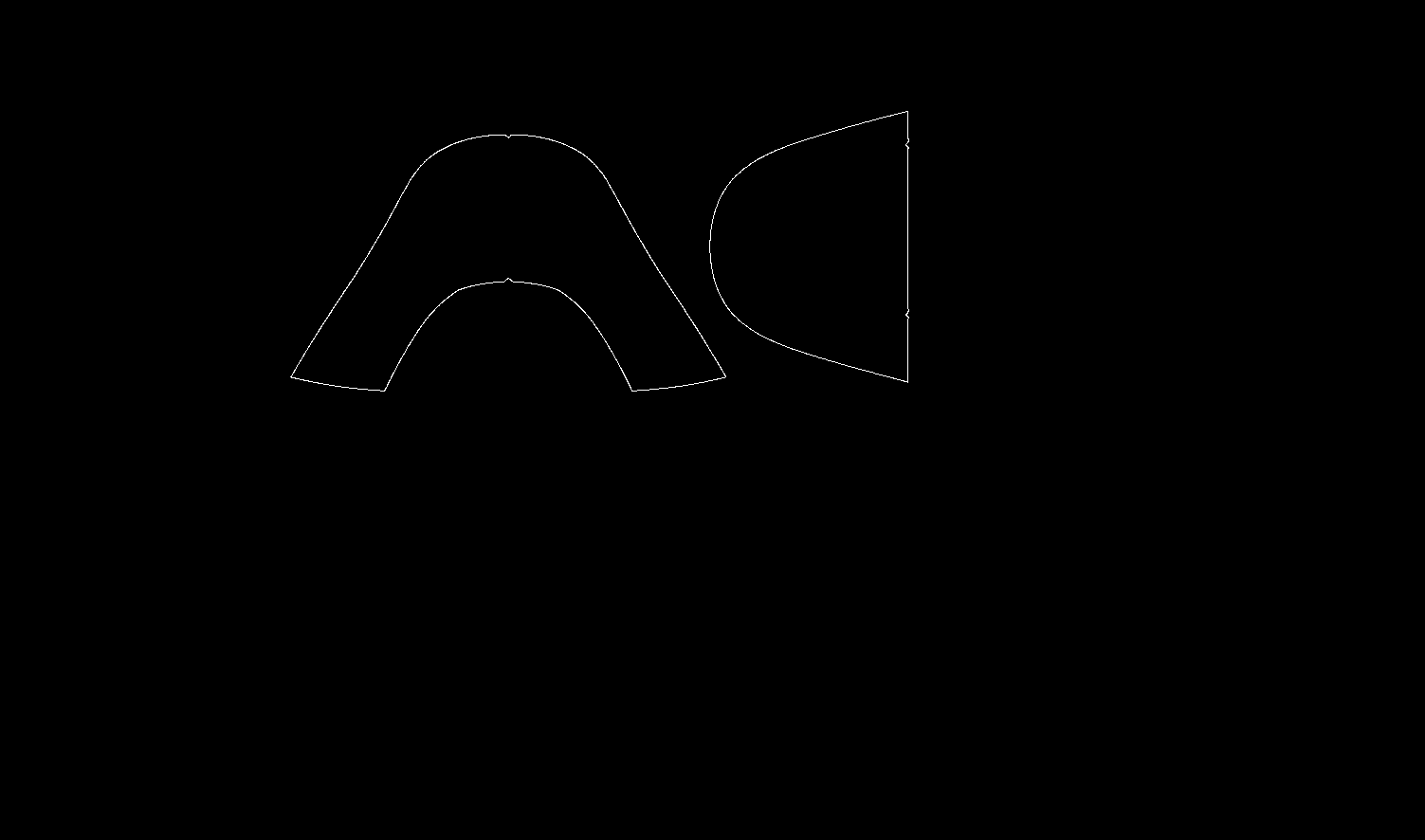
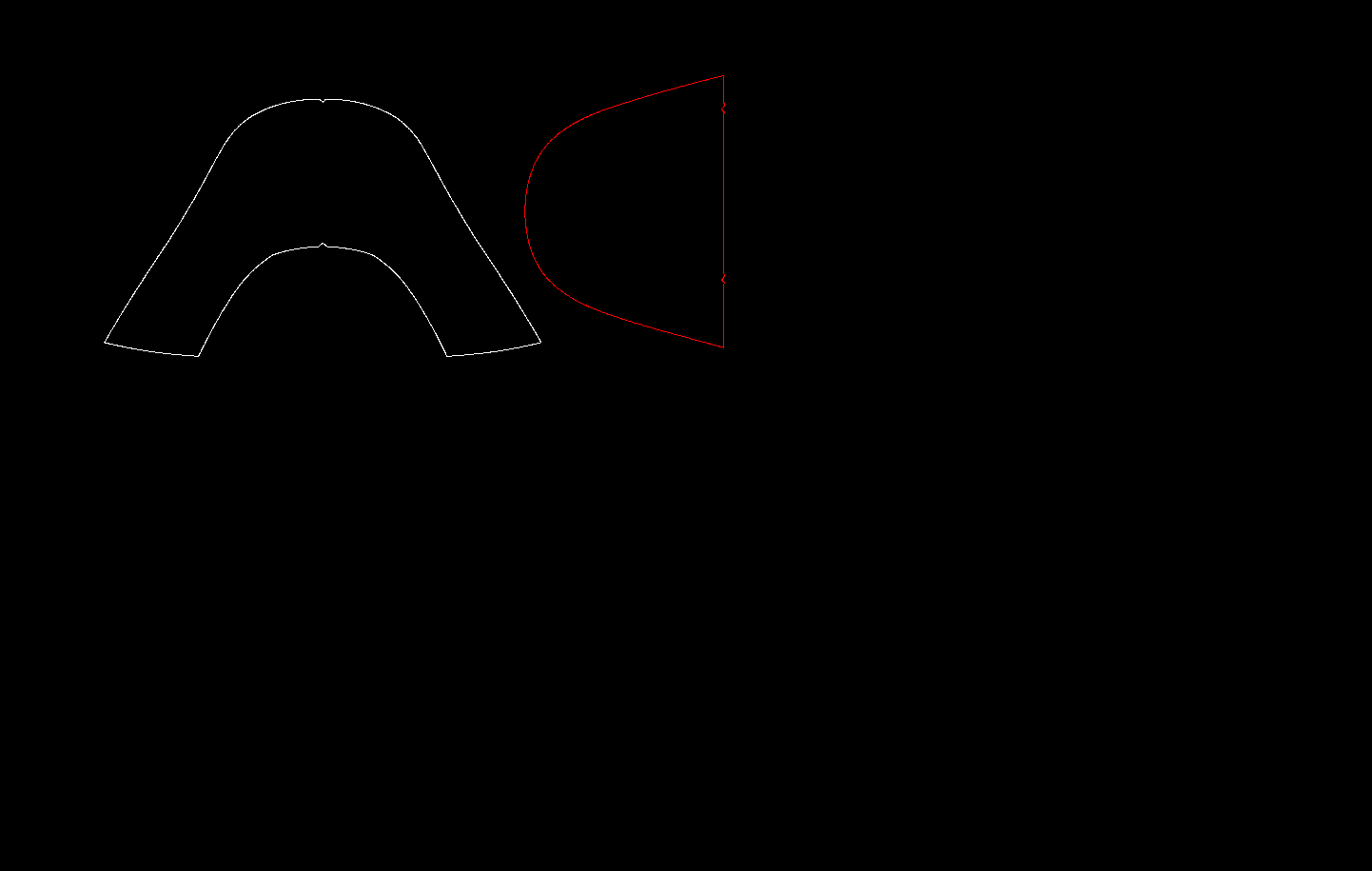
2、如果材料还有空余部分,为了不浪费材料,可以选择转化成边角料切割。
3、导入或自己画要加工的图形,然后点编辑转换成边角料。
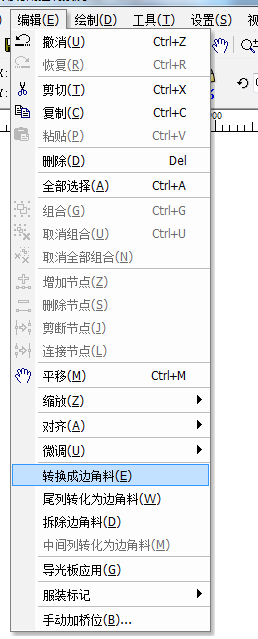
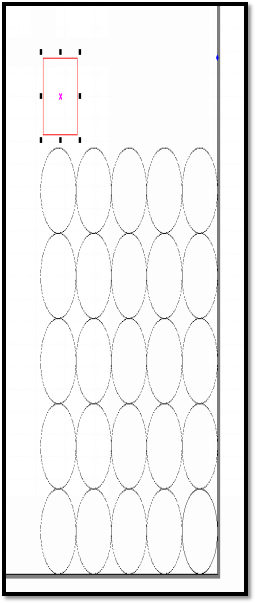
如图所示,红色长方形就是边角料
4、在面板上可以选择边角料就近切割,这样边角料离哪个头近,哪个头就会过去切。
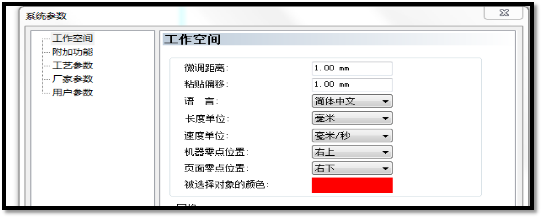
5、客户对激光头走的路径有要求时,比如说:机器原点在右上角,要求激光头从台面的右下角开始切,那么按以下动作:首先,机器零点位置与页面零点位置设置,如图所示:
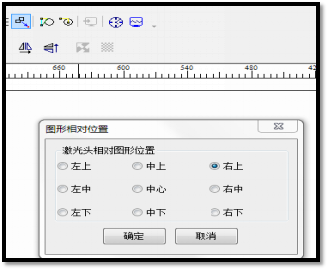
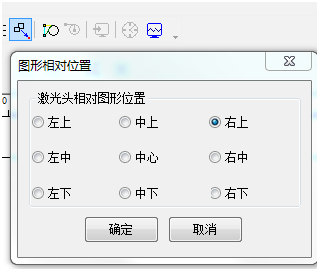
然后,图形相对位置:
然后,点击加载当前文档,重新优化切割路径,如图所示:
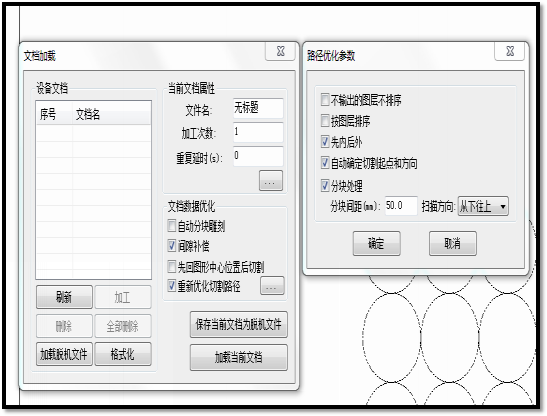
分块间间距的指的是单个图形的Y方向的高度,此值稍大于单个图形Y方向的高度。最后,把激光头移到平台的最右下角,按定位键(一般选择面板按键定位模式下),就算设置完成了。
同理:4头互移设置多了V 与W轴,只需要互移轴数选为4,再添加ZV间距与VW间距就OK。
-
第一步,检查机器的机械部件是否完好,主要包括:
1. 平台是否平,切一个400*400mm的正方形,量一下对角线是否相等。
2. 皮带的松紧是否合理,皮带是否缺齿。
3. 导轨是否光滑,导轨内是否有异物(杂质之类的)。如果不光滑,生绣需要用布条擦亮,打上机油,异物要清除。
4. 锁电机、皮带、导轨的锣丝是否有松动,如有松动需要拧紧。
5. 确保机械没有以上问题后,进行下一步工作。
第二步,调试软件部分
1. 确保用户参数调试合理。不清楚如何调试的可以使用一键修改参数,在面板上选慢速参数,把速度系数设置到0.5。
2. 加工速度设置在10-30mm/s ,如果此速度切割效果不佳,请重新调切机械部分,肯定是机械没有调好。
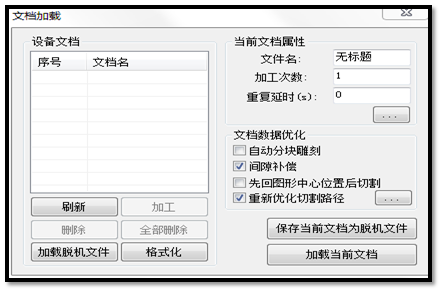
3. 在软件加载文件后选中此,能补偿机械的不足。

4. 重复切割相同文件多次,如果回定位点有点偏,有时可以修改,如图所示:

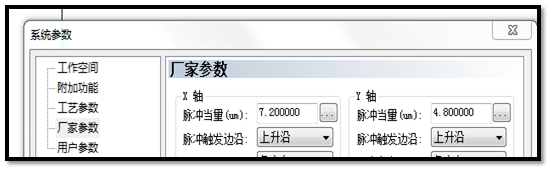
当前是上升沿有郊,可以改为下降沿有效,反之相反。然后复位一下机器。如果是伺服驱器的 ,一定要用带屏避层的线,且屏避层要接主板的GND。
5. 对于切割速度过快引起的切割效果不好,可以加大驱动器的电流。
-
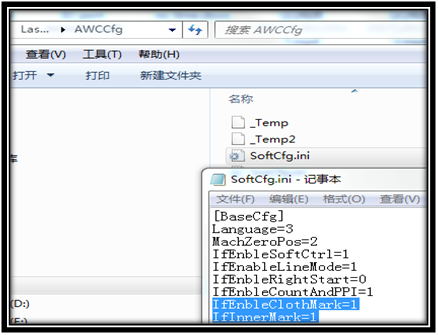
不同特殊功能,开启方式不一样。
1、服装标示的打开与标识的方向,方式如下:
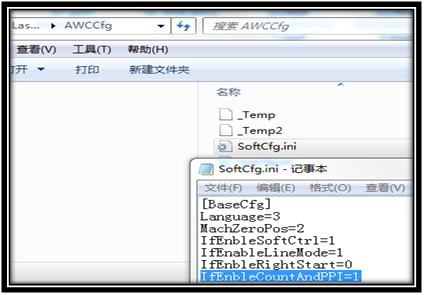
2、面板修改厂家参数: 停止键+SHIFT键。
3、面板检测I/O 功能 :按住停止键不放,连续按二下菜单键。
4、慢移功能:按住停止键不放,再按左右或是上下键,可以让激光头慢移。
5、送料轴手动移动功能:对于PLUS卡,按C键与0键,可以对送料轴进行移动。
-
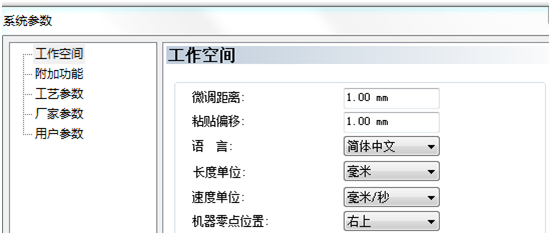
(1)软件的机器零点位置一定要与实际的机器安装的原点限位开关一致,是右上角一定要设置右上角,不得随意更改。
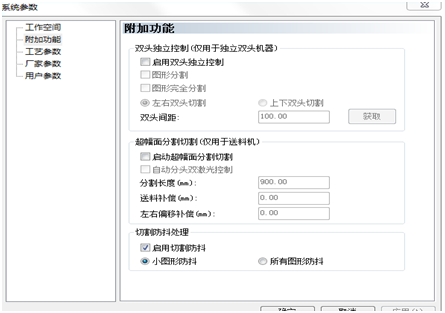
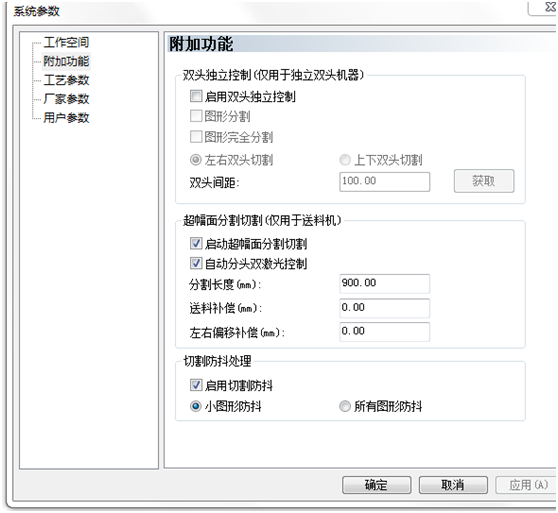
(2)如果不是带自动送料的机器,不是双头异步的机器,在附加功能参数设置界面,请按如下图设置:
(3)图形相对位置一定要设置正确,最好与机器零点位置设置一致,如机器零点是右上角:
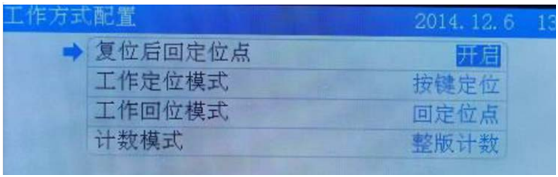
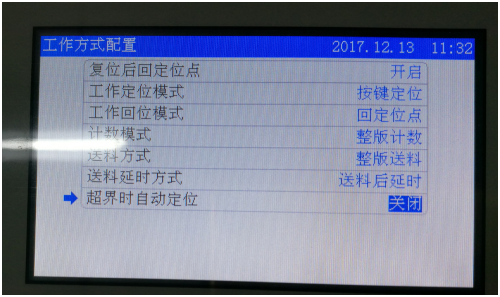
(4)在面板上定位模式一般选择按键定位。在面板上按菜单键,然后选择第7项“基本参数设置”按确定键,然后选择第一项,工作方式配置。
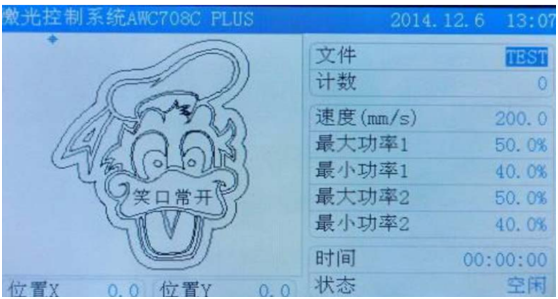
(5)在机器的正常主界面下,按确定键,通过上下键移动光标到文件名上(注意文件名变成蓝色的底色代表移到了文件名上),然后按确定键。
接着,进入文件属性设置,查看当前加工文件的尺寸大小
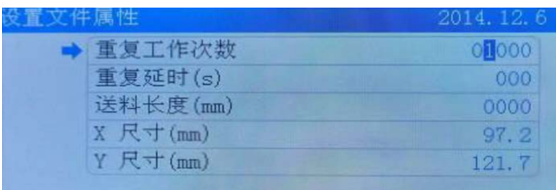
X 尺寸指的是加工整体图形X方向的大小,同理Y也一样
然后观察此时激光头停在某个位置,可以看到X Y 的坐标
预估激光头从此位置移动到机器最右端图形的长度够不够,如果够,在面板上按定位键完成操作,超幅面问题解决了,反之只能把激光头移到靠近原点的方向,然后再按定位键。
当激光头移到靠近原点的限位开关,面板坐标显示X Y 坐标都为0时,然后再按定位键,如果此时还是提示图形超界,那图形大小肯定超过了机器的幅面大小,那么加工图形的机器不能加工。(当然也可以通过移动激光头到离原点限位开关的最远端,通过面板坐标值识别机器幅面大小,前提是X,Y的脉冲当量都要正确)
如果能够理解激光头相对于图形位置,始终记住三点一致,那么可以灵活自由修改软件中蓝色的点,即面板显示图形的蓝色点和I激光头。

(6)如果机器带自动送料,直接开启超幅面切割。
那机器定位一点一定要定在机器的原点方向一致
(7)一般默认是把超界时自动定位 关闭,如果此处打开了,软件会自动根据图形大小,自动找定位点切割且不会提示图形超界
(8)当雕刻图形时, 一定不能让激光头太靠机器的二边,一般要预留20mm距离。
